

ඔබේ යාන්ත්රික පද්ධතිවල කාර්යක්ෂමතාව සහ කල්පැවැත්ම උපරිම කිරීම සම්බන්ධයෙන්, දාම ස්ප්රොකට් තෝරා ගැනීම ඉතා වැදගත් වේ. ඔබේ මෙහෙයුම් නව උසකට ඔසවා තබන ද්රව්ය, මානයන්, ව්යුහයන් සහ නඩත්තුව පිළිබඳ අත්යවශ්ය අංගයන් වෙත කිමිදෙමු.
ද්රව්ය තේරීම: ඔබේ යාන්ත්රික පද්ධති ප්රශස්ත කිරීම සම්බන්ධයෙන්, දාම ස්ප්රොකට් ද්රව්ය තෝරා ගැනීම ඉතා වැදගත් වේ. ඔබේ ස්ප්රොකට් වල දත් ප්රමාණවත් ස්පර්ශ තෙහෙට්ටුවේ ශක්තියක් සහ ඇඳුම් ප්රතිරෝධයක් ඇති බව සහතික කිරීමට ඔබට අවශ්ය වේ. 45 වානේ වැනි උසස් තත්ත්වයේ කාබන් වානේ බොහෝ විට සුදුසු තේරීම වන්නේ එබැවිනි. එම තීරණාත්මක යෙදුම් සඳහා, වැඩිදියුණු කළ කාර්ය සාධනය සඳහා 40Cr හෝ 35SiMn වැනි මිශ්ර ලෝහ වානේ වෙත උත්ශ්රේණි කිරීම සලකා බලන්න.
බොහෝ ස්ප්රොකට් දත් 40 සිට 60 HRC දක්වා මතුපිට දෘඪතාවක් ලබා ගැනීම සඳහා තාප පිරියම් කිරීමකට භාජනය වන අතර එමඟින් ක්රියාකාරිත්වයේ දැඩි බව ඔරොත්තු දිය හැකිය. කුඩා ස්ප්රොකට් ඒවායේ විශාල සගයන්ට වඩා නිතර නිතර සම්බන්ධ වන අතර වැඩි බලපෑම් වලට මුහුණ දෙන බව සැලකිල්ලට ගැනීම වැදගත්ය. එබැවින්, කුඩා ස්ප්රොකට් සඳහා භාවිතා කරන ද්රව්ය විශාල ඒවා සඳහා භාවිතා කරන ද්රව්යවලට වඩා උසස් විය යුතුය.
කම්පන බරට ඔරොත්තු දීමට අවශ්ය ස්ප්රොකට් සඳහා, අඩු කාබන් වානේ විශිෂ්ට විකල්පයකි. අනෙක් අතට, ගෙවී යාම අත්විඳින නමුත් දැඩි බලපෑම් කම්පනවලට මුහුණ නොදෙන ස්ප්රොකට් සඳහා වාත්තු වානේ වඩාත් සුදුසුය. ඔබේ යෙදුමට ඉහළ ශක්තියක් සහ ඇඳුම් ප්රතිරෝධයක් අවශ්ය නම්, මිශ්ර වානේ යා යුතු මාර්ගයයි.
ඔබේ දාම ස්ප්රොකට් සඳහා නිවැරදි ද්රව්ය සඳහා ආයෝජනය කිරීම ඒවායේ ආයු කාලය වැඩි කරනවා පමණක් නොව ඔබේ යාන්ත්රික පද්ධතිවල සමස්ත කාර්යක්ෂමතාවද වැඩි කරයි. ගුණාත්මකභාවය පිළිබඳ සම්මුතියක් ඇති කර නොගන්න - ඥානවන්තව තෝරාගෙන ඔබේ කාර්ය සාධනය ඉහළ යන ආකාරය නරඹන්න!
ප්රධාන මානයන් සහ ව්යුහාත්මක තේරීම්
ප්රශස්ත ක්රියාකාරිත්වය සඳහා ඔබේ ස්ප්රොකට් වල ප්රාථමික මානයන් තේරුම් ගැනීම අත්යවශ්ය වේ. ප්රධාන මානයන් අතර දත් ගණන, තාර කවයේ විෂ්කම්භය, පිටත විෂ්කම්භය, මූල විෂ්කම්භය, තාර බහුඅස්රයට ඉහළින් දත් උස සහ දත් පළල ඇතුළත් වේ. තාර කවය යනු දාම කටුවල කේන්ද්රය පිහිටා ඇති අතර එය දාම තාරතාවයෙන් ඒකාකාරව බෙදී ඇත.පහත දැක්වෙන පරිදි:
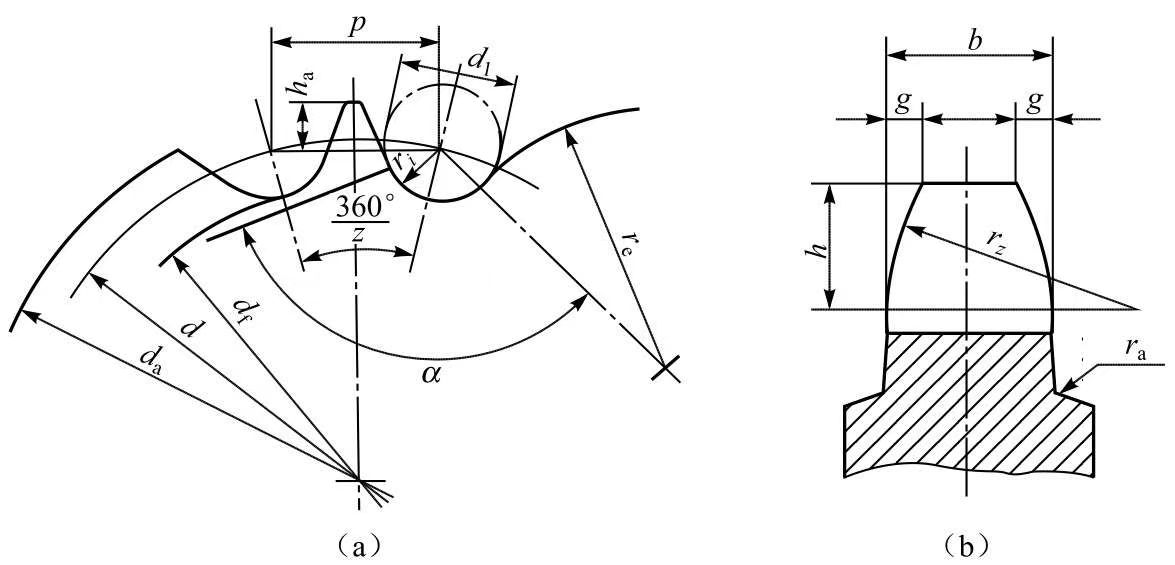
ස්ප්රොකට් ඝන, සිදුරු සහිත, වෑල්ඩින් කරන ලද සහ එකලස් කරන ලද වර්ග ඇතුළුව විවිධ ව්යුහාත්මක ආකාරවලින් පැමිණේ. ප්රමාණය අනුව, ඔබට සුදුසු ව්යුහය තෝරා ගත හැකිය: කුඩා විෂ්කම්භය ස්ප්රොකට් ඝන විය හැකි අතර, මධ්යම විෂ්කම්භය ස්ප්රොකට් බොහෝ විට සිදුරු සහිත මෝස්තරයක් භාවිතා කරයි, සහ විශාල විෂ්කම්භය ස්ප්රොකට් සාමාන්යයෙන් දත් වළල්ල සහ හරය සඳහා විවිධ ද්රව්ය ඒකාබද්ධ කර, වෑල්ඩින් හෝ බෝල්ට් කිරීම හරහා සම්බන්ධ වේ. නිශ්චිත උදාහරණ සඳහා, ගුඩ්විල්ස් පරීක්ෂා කරන්න.ස්ප්රොකට් එකනාමාවලි.
දත් නිර්මාණය: කාර්යක්ෂමතාවයේ හදවත
ස්ප්රොකට් එකක ඇති දත් ගණන සම්ප්රේෂණ සුමටතාවයට සහ සමස්ත ආයු කාලයට සැලකිය යුතු ලෙස බලපායි. සුදුසු දත් සංඛ්යාවක් තෝරා ගැනීම ඉතා වැදගත් වේ - ඕනෑවට වඩා වැඩි නොවන අතර ඉතා අඩු නොවේ. අධික දත් සංඛ්යාවක් දාමයේ ආයු කාලය කෙටි කළ හැකි අතර, ඉතා අඩු දත් අසමානතාවයට සහ ගතික බර වැඩි කිරීමට හේතු විය හැක. මෙම ගැටළු අවම කිරීම සඳහා, කුඩා ස්ප්රොකට් වල අවම දත් ගණන සීමා කිරීම සුදුසුය, සාමාන්යයෙන් Zmin ≥ 9 ට සකසා ඇත. කුඩා ස්ප්රොකට් (Z1) වල දත් ගණන දාම වේගය මත පදනම්ව තෝරා ගත හැකි අතර, පසුව විශාල ස්ප්රොකට් (Z2) හි දත් ගණන සම්ප්රේෂණ අනුපාතය (Z2 = iZ) භාවිතයෙන් තීරණය කළ හැකිය. ඒකාකාර ඇඳීම සඳහා, ස්ප්රොකට් දත් සාමාන්යයෙන් ඔත්තේ අංකයක් විය යුතුය.

ප්රශස්ත දාම ධාවක පිරිසැලසුම
ඔබේ දාම ධාවකයේ පිරිසැලසුම සංරචක තරම්ම වැදගත් වේ. දාම ධාවකයේ පොදු පිරිසැලසුම පහත දැක්වේ.
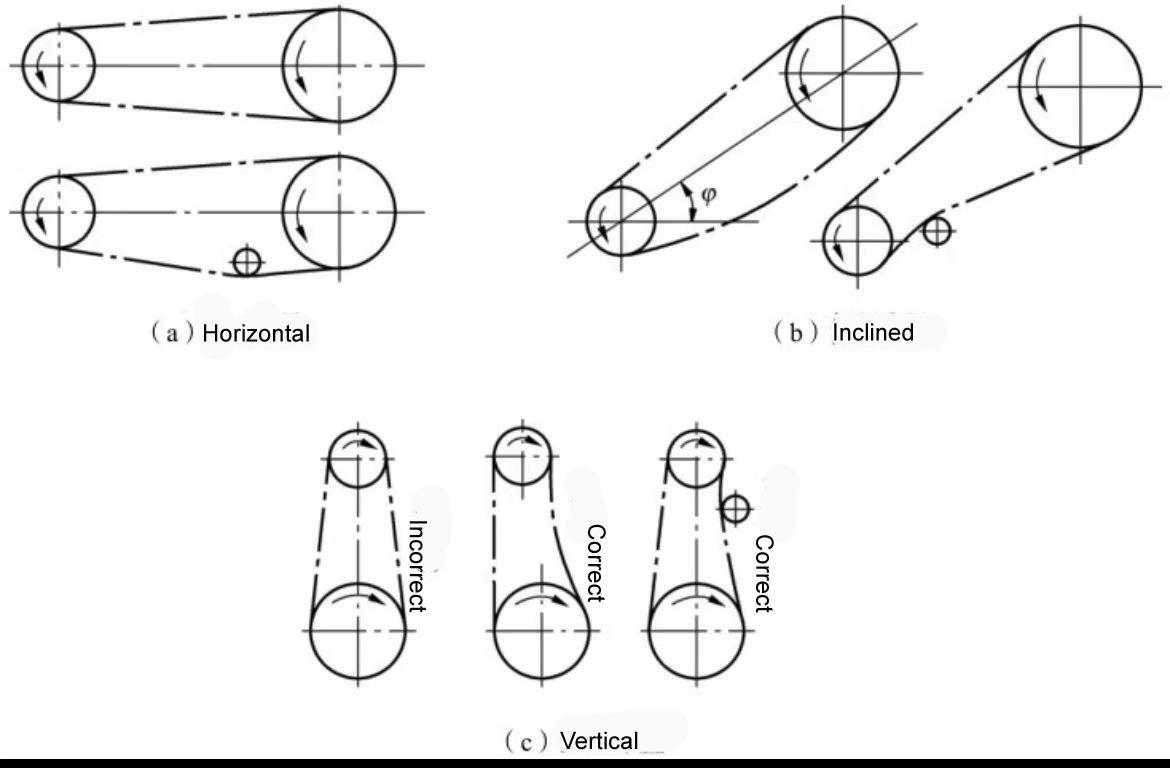
තිරස් පිරිසැලසුම: දාම විසන්ධි වීම සහ අසාමාන්ය ගෙවී යාම වැළැක්වීම සඳහා ස්ප්රොකට් දෙකෙහිම භ්රමණ තල එකම සිරස් තලය තුළ පෙළගස්වා ඇති බවත් ඒවායේ අක්ෂ සමාන්තරව ඇති බවත් සහතික කර ගන්න.
ආනත පිරිසැලසුම: පහළ ස්ප්රොකට් එක දුර්වල ලෙස සම්බන්ධ වීම වළක්වා ගැනීම සඳහා ස්ප්රොකට් දෙකෙහි මධ්ය රේඛා සහ තිරස් රේඛාව අතර කෝණය හැකිතාක් කුඩාව, ඉතා මැනවින් 45° ට වඩා අඩුවෙන් තබා ගන්න.
සිරස් පිරිසැලසුම: ස්ප්රොකට් දෙකේ මධ්ය රේඛා 90° කෝණයකින් තිබීමෙන් වළකින්න; ඒ වෙනුවට, ඉහළ සහ පහළ ස්ප්රොකට් එක පැත්තකට තරමක් ඕෆ්සෙට් කරන්න.
දාම ස්ථානගත කිරීම: ස්ප්රොකට් දත් වලට බාධා ඇති කළ හැකි අධික ලෙස එල්ලා වැටීම වැළැක්වීම සඳහා දාමයේ තද පැත්ත ඉහළින් සහ ස්ලැක් පැත්ත පහළින් ස්ථානගත කරන්න.
ප්රශස්ත කාර්ය සාධනය සඳහා ආතතිය
දාම ධාවකය නිසි ලෙස ආතතියට පත් කිරීම අධික ලෙස එල්ලා වැටීම වැළැක්වීම සඳහා අත්යවශ්ය වන අතර එමඟින් දුර්වල සම්බන්ධතාවයක් සහ කම්පන ඇති විය හැක. ස්ප්රොකට් දෙකෙහි අක්ෂ අතර කෝණය 60° ඉක්මවන විට, සාමාන්යයෙන් ආතති උපකරණයක් භාවිතා කරයි.
ආතතිය සඳහා විවිධ ක්රම තිබේ, වඩාත් සුලභ වන්නේ මධ්ය දුර සකස් කිරීම සහ ආතති උපාංග භාවිතා කිරීමයි. මධ්ය දුර වෙනස් කළ හැකි නම්, අපේක්ෂිත ආතතිය ලබා ගැනීම සඳහා ඔබට එය වෙනස් කළ හැකිය. එසේ නොවේ නම්, ආතතිය සකස් කිරීම සඳහා ආතති රෝදයක් එකතු කළ හැකිය. මෙම රෝදය කුඩා ස්ප්රොකට් එකේ ස්ලැක් පැත්ත අසල තැබිය යුතු අතර, එහි විෂ්කම්භය කුඩා ස්ප්රොකට් එකට සමාන විය යුතුය.
ලිහිසිකරණයේ වැදගත්කම
දාම ධාවකවල ප්රශස්ත ක්රියාකාරිත්වය සඳහා ලිහිසි කිරීම අත්යවශ්ය වේ, විශේෂයෙන් අධිවේගී සහ අධික බර යෙදීම් වලදී. නිසි ලිහිසි කිරීම මගින් ගෙවී යාම සැලකිය යුතු ලෙස අඩු කරයි, බලපෑම් අවම කරයි, බර ධාරිතාව වැඩි කරයි, සහ දාමයේ ආයු කාලය දීර්ඝ කරයි. එබැවින්, කාර්යක්ෂම ක්රියාකාරිත්වය සහතික කිරීම සඳහා සුදුසු ලිහිසි කිරීමේ ක්රමය සහ ලිහිසි තෙල් වර්ගය තෝරා ගැනීම ඉතා වැදගත් වේ.
ලිහිසි කිරීමේ ක්රම:
නිතිපතා අතින් ලිහිසි කිරීම: මෙම ක්රමයට දාමයේ ස්ලැක් පැත්තේ අභ්යන්තර සහ පිටත සම්බන්ධක තහඩු අතර හිඩැස්වලට තෙල් ආලේප කිරීම සඳහා තෙල් කෑන් එකක් හෝ බුරුසුවක් භාවිතා කිරීම ඇතුළත් වේ. මෙම කාර්යය මාරුවකට වරක් සිදු කිරීම රෙකමදාරු කරනු ලැබේ. මෙම ක්රමය v ≤ 4 m/s දාම වේගයක් සහිත තීරණාත්මක නොවන ධාවක සඳහා සුදුසු වේ.
බිංදු තෙල් පෝෂක ලිහිසිකරණය: මෙම පද්ධතිය සරල බාහිර ආවරණයක් ඇති අතර, එහිදී තෙල් කෝප්පයක් සහ පයිප්පයක් හරහා ස්ලැක් පැත්තේ අභ්යන්තර සහ පිටත සම්බන්ධක තහඩු අතර හිඩැස්වලට තෙල් බිංදු කරනු ලැබේ. තනි පේළි දාම සඳහා, තෙල් සැපයුම් අනුපාතය සාමාන්යයෙන් මිනිත්තුවකට බිංදු 5-20 ක් වන අතර, උපරිම අගය ඉහළ වේගවලදී භාවිතා වේ. මෙම ක්රමය v ≤ 10 m/s දාම වේගයක් සහිත ධාවක සඳහා සුදුසු වේ.
තෙල් ස්නානය ලිහිසි කිරීම: මෙම ක්රමයේදී, කාන්දු නොවන පිටත ආවරණයක් මඟින් දාමය මුද්රා තැබූ තෙල් සංචිතයක් හරහා ගමන් කිරීමට ඉඩ සලසයි. දාමය ඕනෑවට වඩා ගැඹුරට යටවීම වළක්වා ගැනීමට ප්රවේශම් විය යුතුය, මන්ද අධික ලෙස ගිල්වීම කැළඹීම හේතුවෙන් සැලකිය යුතු තෙල් අලාභයකට හේතු විය හැකි අතර තෙල් අධික ලෙස රත් වී පිරිහීමට හේතු විය හැක. සාමාන්යයෙන් 6-12 mm ගිල්වීමේ ගැඹුරක් නිර්දේශ කරනු ලැබේ, මෙම ක්රමය v = 6-12 m/s දාම වේගයක් සහිත ධාවක සඳහා සුදුසු වේ.
ස්ප්ලෑෂ් ඔයිල් ෆීඩ් ලිහිසිකරණය: මෙම තාක්ෂණය මුද්රා තැබූ බහාලුමක් භාවිතා කරන අතර එහිදී තෙල් ස්ප්ලෑෂ් තහඩුවක් මගින් ඉහළට ඉසිනු ලැබේ. ඉන්පසු තෙල් ආවරණයේ ඇති තෙල් එකතු කිරීමේ උපකරණයක් හරහා දාමයට යොමු කෙරේ. ඵලදායී ලිහිසිකරණය සහතික කිරීම සඳහා ස්ප්ලෑෂ් තහඩුවේ ගිල්වීමේ ගැඹුර 12-15 mm පවත්වා ගත යුතු අතර, ස්ප්ලෑෂ් තහඩුවේ වේගය 3 m/s ඉක්මවිය යුතුය.
පීඩන ලිහිසිකරණය: මෙම දියුණු ක්රමයේදී, තෙල් පොම්පයක් භාවිතයෙන් දාමය මතට තෙල් ඉසිනු ලබන අතර, තුණ්ඩය දාමය සම්බන්ධ වන ස්ථානයේ උපායමාර්ගිකව ස්ථානගත කර ඇත. සංසරණ තෙල් ලිහිසි කරනවා පමණක් නොව සිසිලන බලපෑමක් ද සපයයි. අදාළ අත්පොත් පරිශීලනය කිරීමෙන් දාම තාරතාව සහ වේගය මත පදනම්ව එක් එක් තුණ්ඩය සඳහා තෙල් සැපයුම තීරණය කළ හැකි අතර, මෙම ක්රමය v ≥ 8 m/s දාම වේගයක් සහිත අධි බලැති ධාවක සඳහා සුදුසු වේ.
ඔබේ යාන්ත්රික පද්ධතිවල ප්රශස්ත කාර්ය සාධනය සහ කාර්යක්ෂමතාව ලබා ගැනීම සඳහා, දාම ස්ප්රොකට් තෝරා ගැනීමේ සහ නඩත්තු කිරීමේ තීරණාත්මක අංග තේරුම් ගැනීම අත්යවශ්ය වේ. ඔබේ යන්ත්රෝපකරණවල සාර්ථකත්වය අහම්බෙන් අත් නොහරින්න - කල් පවතින ප්රතිඵල ලබා දෙන දැනුවත් තීරණ ගන්න!
ඔබේ මෙහෙයුම් සුමටව හා කාර්යක්ෂමව සිදු වන බව සහතික කිරීම සඳහා නිවැරදි ද්රව්ය, මානයන් සහ නඩත්තු උපාය මාර්ග තෝරා ගැනීම ප්රධාන වේ. මෙම සාධකවලට ප්රමුඛත්වය දීමෙන්, ඔබේ උපකරණවල කල්පැවැත්ම සහ විශ්වසනීයත්වය වැඩි දියුණු කළ හැකිය.
ඔබට ස්ප්රොකට් පිළිබඳ කිසියම් ප්රශ්නයක් ඇත්නම් හෝ විශේෂඥ මග පෙන්වීමක් අවශ්ය නම්, කරුණාකර අප හා සම්බන්ධ වීමට පසුබට නොවන්න.export@cd-goodwill.com. ඔබගේ සියලුම ස්ප්රොකට් අවශ්යතා සඳහා ඔබට සහාය වීමට අපගේ කැපවූ කණ්ඩායම මෙහි සිටී!
පළ කිරීමේ කාලය: නොවැම්බර්-21-2024



